

丽江拉弯正规工厂有保障
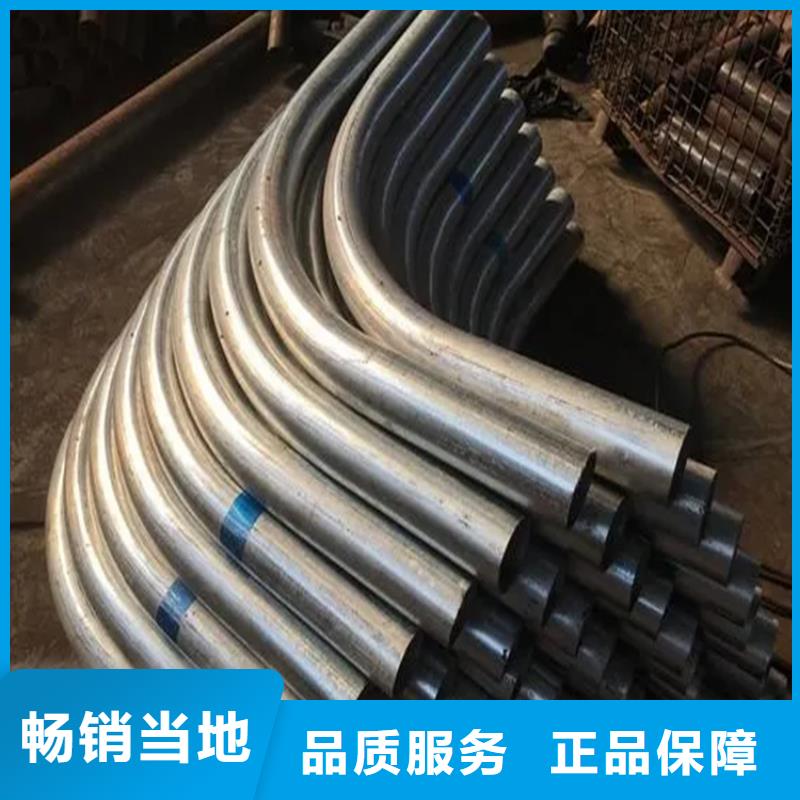
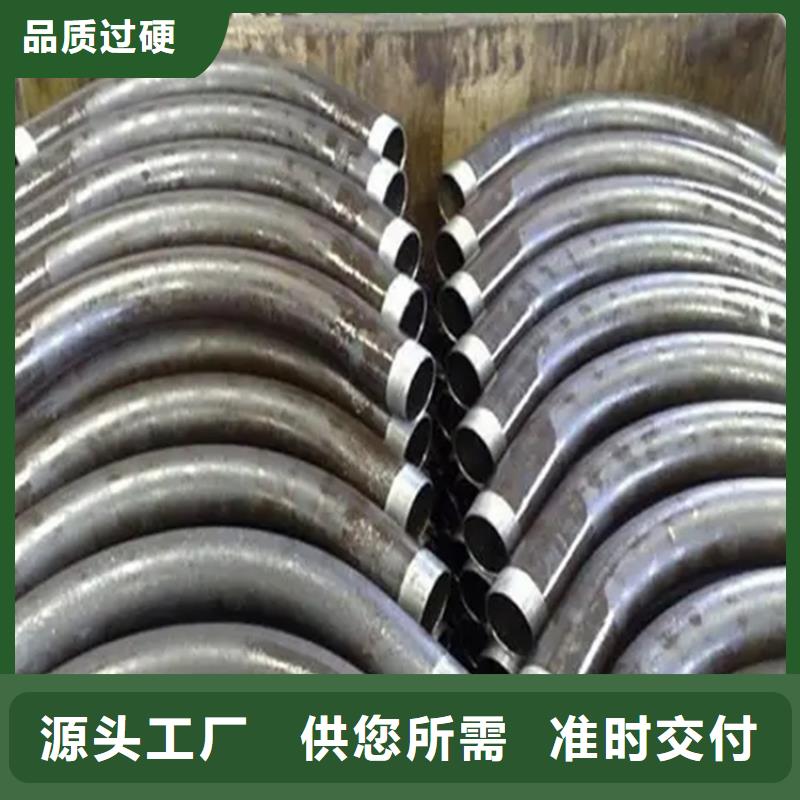
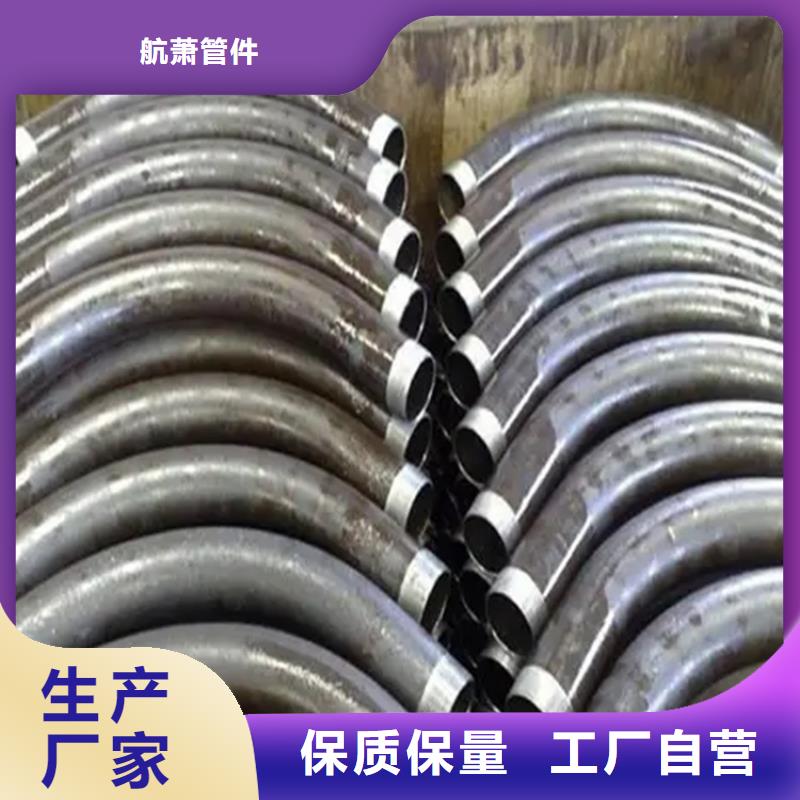
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 怎样对弯管加工方法进行更好的完善。目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。
怎样对弯管加工方法进行更好的完善
许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。
怎样对弯管加工方法进行更好的完善。目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。
怎样对弯管加工方法进行更好的完善
许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。
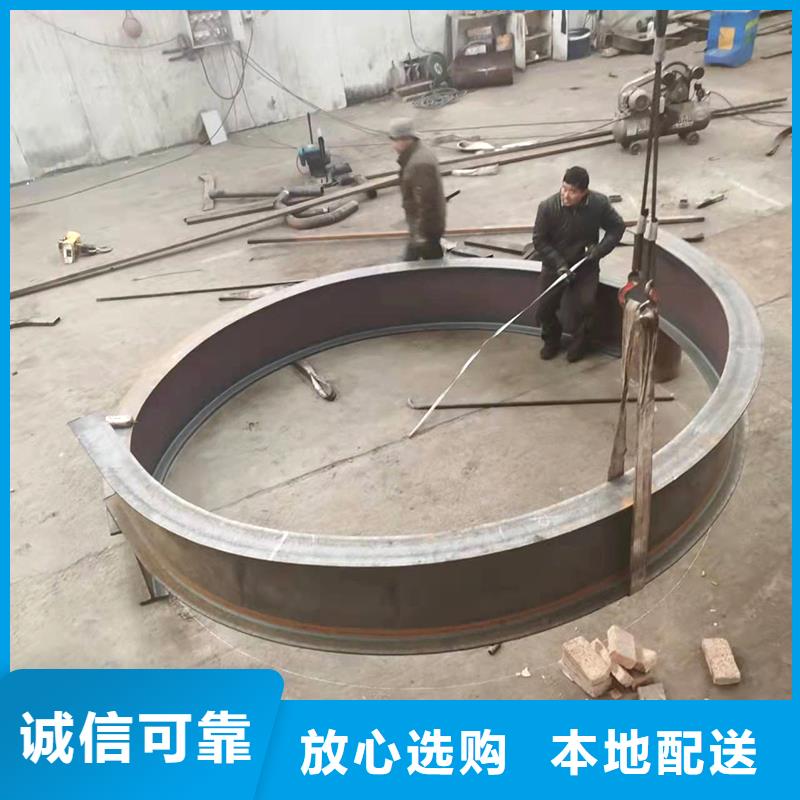
 管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解
接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种
简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。
辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。
辗压式旋转:用竖柱式或竖式弯曲机弯曲
模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。
带纠正的折弯:这类折弯方式水管不容易挤扁。
芯轴式挤弯:这类挤弯一般为热挤
拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解
接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种
简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。
辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。
辗压式旋转:用竖柱式或竖式弯曲机弯曲
模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。
带纠正的折弯:这类折弯方式水管不容易挤扁。
芯轴式挤弯:这类挤弯一般为热挤
拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
 航萧管件
航萧管件
您的位置>首页 >丽江当地行业新闻News >